http://benchtopmachineshop.blogspot.com/2017/04/mill-spindle-bearings.html
It turns out the new spindle I installed in my mill was ground at an angle. Fortunately, Grizzly sent me a new spindle without questions. Since you cannot remove the bearings in a X2 mini mill without destroying the bearings, I decided to take this opportunity to upgrade to angular contact bearings. I already had a pair of SKF ABEC-3 bearings on hand which I'd gotten for a good price.
The advantage of angular contact over deep groove bearings is the angular contact can take a much higher axial load, and are in fact designed for it. This also allows you to preload them much higher than deep groove bearings, and higher preload mean a stiffer spindle. Angular contact bearings are directional, meaning they can only take axial load in one direction. In fact, there is play between the bearing races until preload is applied.
 |
| Stock deep groove radial bearing on the left and angular contact bearing on right. |
Before starting, I chucked the spindle in the lathe and sanded the top bearing seat with 400 sandpaper until the bearing was a light press fit. This will making setting the preload easier later on, and apply less static force on the bearing while doing so.
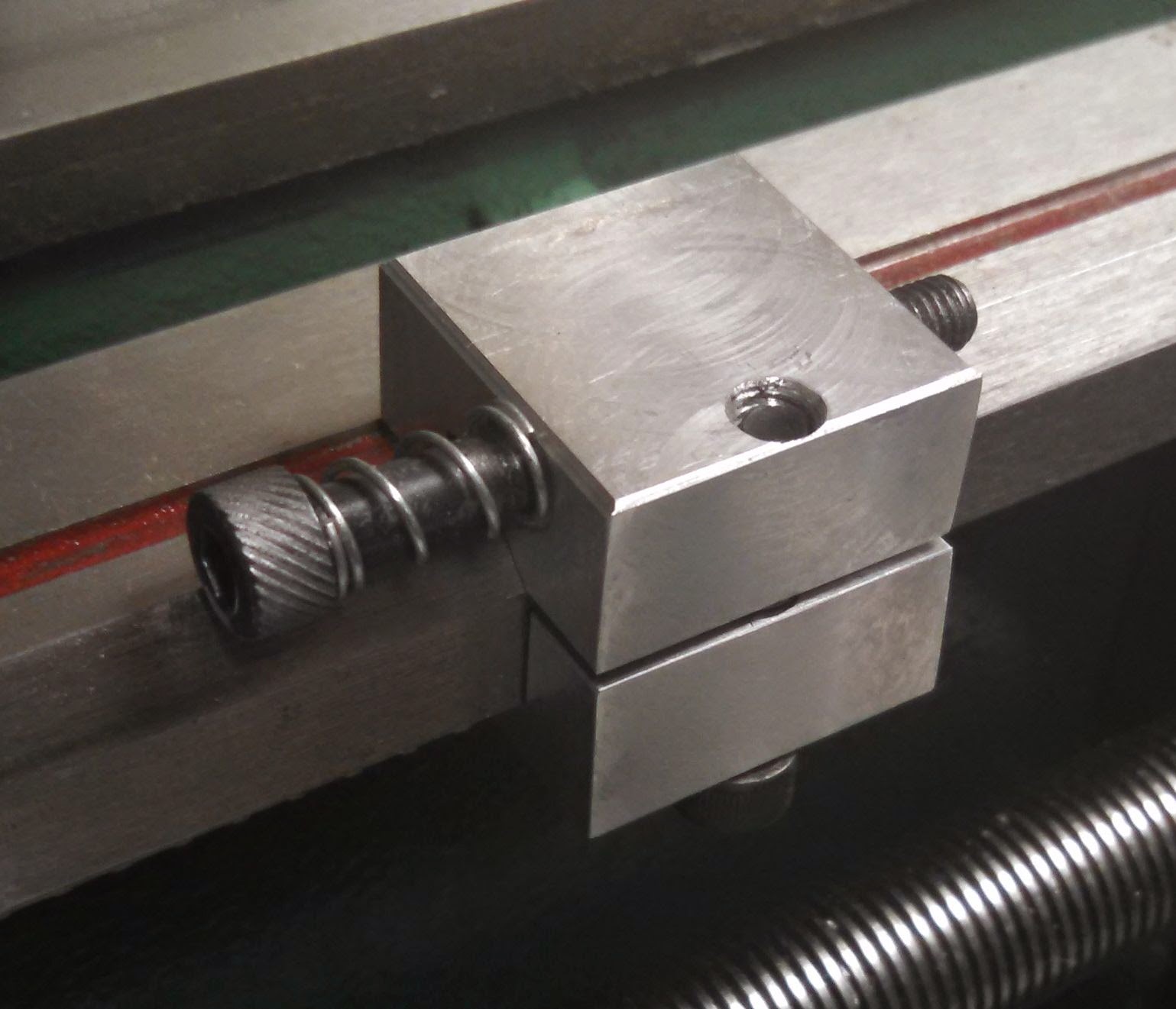
Instead of thermal fitting the bearings like last time, I decided to create a press for the bearing so I wouldn't have to remove the mill head. Since both the outer and inner races are a press fit, I needed to make adapters for the press which would push both inner and outer races equally. You never press a bearing through the rolling element or you'll destroy it! The adapters were made using two 3" diameter by 3" long pieces of aluminum rod, and a 2" diameter by 1" long steel rod. The press itself is a 5/8" long piece of threaded rod with a nut red Loctited onto one end.
The aluminum was faced on both sides, and then a 5mm long section was turned down to 60mm . The center was then drilled and bored out to 31mm. This allowed it to slip over the top of the spindle and press evenly on both inside and outside bearing race. It also allowed it to center over the top bore of the spindle head when pressing in the bottom bearing. The bottom adapter was again faced on both sides and the end of the ID turned down to 60mm. The center was drilled and bored out to 43mm, which is wide enough to not touch the inner bearing race. The steel rod was faced on both sides, and had the center drilled and bored out to 16.5mm, wide enough to clear the 5/8" threaded rod.
I then thermal fit the bottom bearing onto the spindle. Make sure the wide part of the outer race faces the top of the spindle, and the wider part of the inner race faces the bottom of the spindle. Remember that the angular contact bearings have play between the races until preloaded. With the aluminum bottom adapter in place I wanted roughly the midpoint of the play to put the spindle's nose flush with the adapter's surface. I kept taking facing cuts on the adapter until I reached that point. So with the play removed one direction the nose sat slightly under the adapter's surface's level and with the play removed the other direction it stood slightly proud.
To to press the bottom bearing and spindle into the mill head I put the 5/8" threaded rod through the center of the spindle, put the top adapter in place (the top bearing is installed later), put the bottom adapter in place over the spindle and bearing, placed the steel adapter over the bottom adapter, and ran the nut down on the threaded rod, holding everything together. The steel adapter supports the spindle's nose, which in turn supports the bearing's inner race. Since we adjusted the bottom adapter so the inner race would sit in the middle of its play, we can now press the bearing into place without applying any force to the inner race. I lightly oiled the bearing and the bore and tightened the 5/8" rod until the bearing pulled and seated into it's bore.
I then disassembled the top of the press, lightly oiled the top bearing and bore, and pressed it into place as well. On the top I needed additional clearance for the spindle, so I used a PVC pipe fitting; it worked just fine.
 |
| Bearing press assembled using old spindle and bearing. |
Any high quality 7206 bearing is going to be open, unless you spend $300 for sealed ones. Initially I was worried that open bearings would quickly lose their lubrication, but in practice that hasn't been the case. To help retain the lubrication I took an old milk jug and using a compass cutter cut out seals which would sandwich underneath the plastic bearing covers. The ID of the seal was large enough that it would not rub in the inner race. In addition, I created a rubber shield between the plastic bearing cover and the spindle. I made it from EPDM sheet again using the compass cutter, and hot glued it into the plastic bearing cover's bore; the bore has a great little lip which makes it very easy. The seal is very close to, but does not touch the spindle. All in all, this setup keeps the lube in place nicely, and does a good job of dirt out. It also comes apart pretty easily in order to lube the bearings. For grease I used Lucas Red N Tacky which does a good job of staying put, is easy to get, and works well enough for the low spindle speeds I run (max 3,500 RPM).
Honestly, the system the X2 uses for preload adjustment isn't all that great or accurate. The absolute first thing I did was face both side of the adjustment nut. From the factory it's pretty far off. This will allow even pressure to be applied to the bearing. Next I took the set screw, cut the point off, and faced it. This would still provide enough holding power to keep the nut from turning, but wouldn't damage the spindle threads. To make adjusting the nut easier, I took a 32mm socket and ground it down until I had four teeth to interface with the nut; it's much easier than using a lock ring wrench.
 |
| 32mm socket ground down to fit the spindle nut. Regarding the finish, I did it with an angle grinder, so what do you expect? |
Adjusting the preload was a little tricky, since I wanted to get between 100 and 125 pounds of preload. I measured how much torque was required to remove the play from the spindle, then I added 20 in/lbs of torque to that, and tightened down the but. It was roughly 55 in/lbs of torque. Using a DTI attached to the spindle, I checked for play in the spindle; you shouldn't see any play with properly preloaded bearings. Then I ran the mill at high speed for 30 minutes while monitoring the temperature of the mill head right next to the bearing. I used a IR thermometer which I pressed against the side of the mill head right at the bearing. I've checked the temperature at that location versus the temperature right at the bearing's outer race using a thermocouple and there is only a couple degrees difference. If the temperature stays under 60* C then you're fine on preload. On mine the temperature barely even reached 45* C. I then made sure to put a witness mark on the nut so I could tighten it to the exact same point every time.
UPDATE: Well, my sealing measures weren't enough and the lower bearing was contaminated. To make sure this doesn't happen again, I'm spending the money on SKF sealed 7206 angular contact bearings (7206 BE-2RZP). While Arc Euro Trade offers sealed angular contact bearings, they're P0/ABEC-1 precision which means a runout of 0.0005". The SKF bearings, on the other hand, offer a runout of between 0.00015" and 0.0003". On a mill low runout is especially important, as it effects tool chip load, especially on small diameter tools. http://benchtopmachineshop.blogspot.com/2017/01/mill-angular-contact-bearings-ii.html