Any oil is better than no oil, but way specific oil works best. The most commonly recommended one is Mobil Vactra 2. However, several years ago the formula was redone with fewer tackifiers to work with synthetic flood coolant. However, this caused big issues for the printing industry, so Mobil created Vacuoline 1409 which used the exact same formula as the old Vactra 2:
http://www.practicalmachinist.com/vb/general-archive/mobile-vactra-2-a-86367-post163414/#post163414
For small, manual machines a tacky oil which stays in place is recommended, so while Vactra 2 works ok, the best option is Vacuoline 1409.
This is a place which sells 16 oz. bottles of Vacuoline 1409 online:
http://www.brwtechnologies.com/Vacuoline_1409_p/mobil_vacuoline_1409.htm
Tuesday, December 12, 2017
Wednesday, November 15, 2017
Mill: Screwless Vise Clamps
One of the downside to a screwless vise is having to make clamps to hold it to the table. However, if you have a table clamping kit (which everyone should have), then you can use the smallest clamp with a low profile bolt to clamp the vise in place. This saves some work, but it also distributes the weight well on the table, which keeps any dents or divots from forming.
 |
| Clamp in place and tightened down. |
Mill: Table Stops
The X2 large table has a slot cut in the front for table stops. To make them I took M6 coupling nuts and milled 5mm on the end down to 6mm wide, then I cut 11mm of the couple nut. This gave me an easy little T-nut to use. I then used M6 Allen bolts with a spacer to mount them on the table.
The table's base has two M4 holes to mount the stop. I milled one from 2.5mm aluminum plate and mounted it up.
I now move the table where I want it, move the stop until it touches, and then I can repeat to about 0.001".
 |
| M6 coupling nut, T-nut, and M6 Allen bolt with spacer. |
The table's base has two M4 holes to mount the stop. I milled one from 2.5mm aluminum plate and mounted it up.
I now move the table where I want it, move the stop until it touches, and then I can repeat to about 0.001".
 |
| Stop mounted to table base and movable stop mounted on table. |
Friday, November 10, 2017
Mill: Head Alignment
My first post about my mill regarded aligning the head to the column. Back then I remove the column from the base so the table wouldn't interfere.
Recently I had to realign the head again, and used a much easier technique to do it. First I remove the support spring from the head so I could extend it above the top of the column. Then I chucked a straight and polish rod using my ER25 chuck. You can use pretty much anything to hold it, but it helps if it's low profile. With the rod extended a little over 4" from the chuck face, and the head could move a total of about 6" from the rod touching the table to the head reaching the top of the column.
I clamped my vise vertically to the table and used it to hold a DTI which indicated the rod. I then used Rolle's Dad's Method (RDM) to check the alignment of the rod. In my case the head was 0.0015" over 4" out of alignment.
I then moved the head up past the top of the column until the top two bolts holding the head together were exposed, and loosened them both. I then tightly tapped my motor mount with a rubber mallet to adjust the head. Weirdly, I found tapping it on the right side would rotate the head clockwise. After each adjustment with the hammer I'd check the alignment using RDM. From experience I knew tightening the bolts would rotate the head counter-clockwise about 0.0015" as measured with this setup, so I accounted for that.
Once the alignment was where I wanted it, I again raised the head above the column and in small increments I tightened the two bolts down. You want to get them nice and tight. I think checked the alignment again using RDM. Finally, I carefully lifted up the head until the lower head were just exposed and checked to make sure they were still tight as well, and then checked my alignment once more.
Ultimately, this way was much faster and easier than dismounting the column.
Recently I had to realign the head again, and used a much easier technique to do it. First I remove the support spring from the head so I could extend it above the top of the column. Then I chucked a straight and polish rod using my ER25 chuck. You can use pretty much anything to hold it, but it helps if it's low profile. With the rod extended a little over 4" from the chuck face, and the head could move a total of about 6" from the rod touching the table to the head reaching the top of the column.
I clamped my vise vertically to the table and used it to hold a DTI which indicated the rod. I then used Rolle's Dad's Method (RDM) to check the alignment of the rod. In my case the head was 0.0015" over 4" out of alignment.
 |
| In the middle of checking the head alignment. |
I then moved the head up past the top of the column until the top two bolts holding the head together were exposed, and loosened them both. I then tightly tapped my motor mount with a rubber mallet to adjust the head. Weirdly, I found tapping it on the right side would rotate the head clockwise. After each adjustment with the hammer I'd check the alignment using RDM. From experience I knew tightening the bolts would rotate the head counter-clockwise about 0.0015" as measured with this setup, so I accounted for that.
Once the alignment was where I wanted it, I again raised the head above the column and in small increments I tightened the two bolts down. You want to get them nice and tight. I think checked the alignment again using RDM. Finally, I carefully lifted up the head until the lower head were just exposed and checked to make sure they were still tight as well, and then checked my alignment once more.
Ultimately, this way was much faster and easier than dismounting the column.
Wednesday, November 8, 2017
Mill: Bearing Seal
A surprising amount of shavings make it up to the bottom of the mill head. When I was using open bearings, even with a shield in place they became contaminated. Even though I'm using sealed bearings now, I wanted additional protection. So like on the lathe, I made a new bearing cover for the mill which accepted a standard size oil seal.
For a MT3 spindle you want a 40x55x5 oil seal.Since the bearings are sealed, I didn't need the oil seal's inner lip, so I cut it off to reduce friction. The seal could actually have been pressed into the stock plastic bearing cover, but I figured aluminum would be more durable and prevent potential problems in the future.
If you want to run open bearings on the mill you'd pretty much need to do something like this to retain the grease and exclude contaminants. If you have a R8 spindle and upgrade the bearings, this is almost a mandatory upgrade since I've only seen open 7007 AC bearings.
For a MT3 spindle you want a 40x55x5 oil seal.Since the bearings are sealed, I didn't need the oil seal's inner lip, so I cut it off to reduce friction. The seal could actually have been pressed into the stock plastic bearing cover, but I figured aluminum would be more durable and prevent potential problems in the future.
If you want to run open bearings on the mill you'd pretty much need to do something like this to retain the grease and exclude contaminants. If you have a R8 spindle and upgrade the bearings, this is almost a mandatory upgrade since I've only seen open 7007 AC bearings.
 |
| Bearing cover with oil seal installed on the mill. |
Monday, October 16, 2017
Shims
For shims I use feeler gauges since they're cheap, precise, come in an assortment of sizes, and have the size written on the shim. I usually use this set from Amazon with starts at 0.0015" (0.038mm) :
https://www.amazon.com/dp/B0009OMY9C
If I need larger or thinner shims I'll go with this assortment pack which goes down to 0.001":
https://www.amazon.com/dp/B00065UXD8
Aluminum foil also makes good shim stock with standard aluminum foil being 0.0006" while heavy duty aluminum foil is 0.0008".
I always measure my shims before using them since I've found they're sometimes mislabeled.
There isn't much reason to be worried about galvanic corrosion between aluminum shims and cast iron, and the potential between them is extremely low. Aluminum foil is approximately 0.90V while cast iron is approximately 0.85V. Even harsh environments allow a difference up to 0.15V, with a temperature controlled environment allowing up to 0.5V.
However, I'd recommend against using stainless steel shims, since they have a significantly greater potential of corroding steel or cast iron.
https://www.engineersedge.com/galvanic_capatability.htm
https://www.amazon.com/dp/B0009OMY9C
If I need larger or thinner shims I'll go with this assortment pack which goes down to 0.001":
https://www.amazon.com/dp/B00065UXD8
Aluminum foil also makes good shim stock with standard aluminum foil being 0.0006" while heavy duty aluminum foil is 0.0008".
I always measure my shims before using them since I've found they're sometimes mislabeled.
There isn't much reason to be worried about galvanic corrosion between aluminum shims and cast iron, and the potential between them is extremely low. Aluminum foil is approximately 0.90V while cast iron is approximately 0.85V. Even harsh environments allow a difference up to 0.15V, with a temperature controlled environment allowing up to 0.5V.
However, I'd recommend against using stainless steel shims, since they have a significantly greater potential of corroding steel or cast iron.
https://www.engineersedge.com/galvanic_capatability.htm
Tuesday, September 19, 2017
Mill: TouchDRO
First off, all credit to Yuriy Krushelnytskiy of http://www.yuriystoys.com/.
One of the biggest problems with the X2 is the amount of backlash in all the axis. Instead of trying to lessen the backlash I installed TouchDRO on all three axis. Since they read the table's and head's position directly, you can pretty much ignore the backlash present.
While poking around the internet for information on the X2 mill, I stumbled on Yuriy's blog. What really intrigued me was his DRO application for the Android: http://www.yuriystoys.com/search/label/DIY%20DRO%20Project
He was using iGaging digital scales, which most X2 owners end up using when installing DROs, connected to an Arduino, which interfaced with an Android via Bluetooth. The DRO app he wrote took the input from the digital scales and displayed it in a nice interface. Just that alone had my attention since the included iGaging remote LCD displays were a little hard to see. However, since all the work is being done in software, it'll be easy to add new features to the DRO in the future. Additionally, since it's open source, you can always add a must have feature yourself. Now that Androids have gotten cheap enough and powerful enough, it makes a lot of sense to do in software what traditional DROs did in hardware. Doing it in software is just much cheaper and much more flexible.
If you have the tilting column, the X scale needs to be offset not to lose travel from the read head hitting the column pivot, the aluminum L channel being used as a chip shield makes a pretty convenient offset mount. With the solid column mill the X scale can be mounted centered.
I used a 2" aluminum angle completely cover the scale, cutting down one side so it fits on top of the chip shield. Without it, tiny chips can get inside the read head and cause reading jumps.
 |
| Offset X scale for column pivot clearance. |
 |
| Centered X scale on solid column mill. |
 |
| Chip cover in place over the scale. |
The Y scale in mounted to the base on the left of the mill. The base's sides have a slight angle to them, but that doesn't matter when mounting the scale so long as it remains parallel to Y axis. I've found the table itself shields the scale sufficiently.
 |
| Y scale mounted. |
Once I installed the gas spring and removed the old torsion spring, installing the Z axis DRO was super easy. I removed the ruler on the left side of the column a while ago, since it was so course it was pretty much useless. The 12" iGaging digital scale was the perfect length to screw right into the holes left by the ruler. I then quickly fabricated a bracket to connect the scale's reader to the threaded hole on the head which used to hold the ruler's indicator. Perfect.
 |
| Z scale mounted using existing threaded holes. |
At first I had tried using a prepackaged optical sensor for Arduino (available on Amazon), but switched to a Hall effect magnetic sensor since they're easier to use and for this application tend to be just as accurate. I was able to buy them already mounted on a psb with a LS393 comparator (http://www.amazon.com/dp/B009M86TFG/). The comparator allows you to have an essentially digital signal with it either on or off.
I
already have a belt drive installed, so I drilled two holes at opposite
ends of the top pulley and JB Welded in small neodymium magnets. The
top of the Hall effect sensor psb was covered with epoxy putty to
protect it from swarf. Then it was attached to the pulley cover using
foam tape and a mounting screw. The sensor itself hangs over the back of
the cover and directly over the path of the magnets.
For the Arduino I bought the Leonardo model which comes without headers,
since I like soldered connections. However, I learned the hard way the
app does NOT like the Leonardo. The app would connect, and then
immediately lose connection. Once I switched from the Leonardo to the
Uno R3 everything started working beautifully. The Uno R3 comes with
headers, so I needed to cut them off and de-solder the pins so I could
solder the leads in place. | |
| Magnets on the pulley. The black sections were for the optical sensor. |
 |
| The Hall effect sensor covered with epoxy putty and mounted on the pulley cover. |
 |
| Uno R3 with the headers and pins removed. |
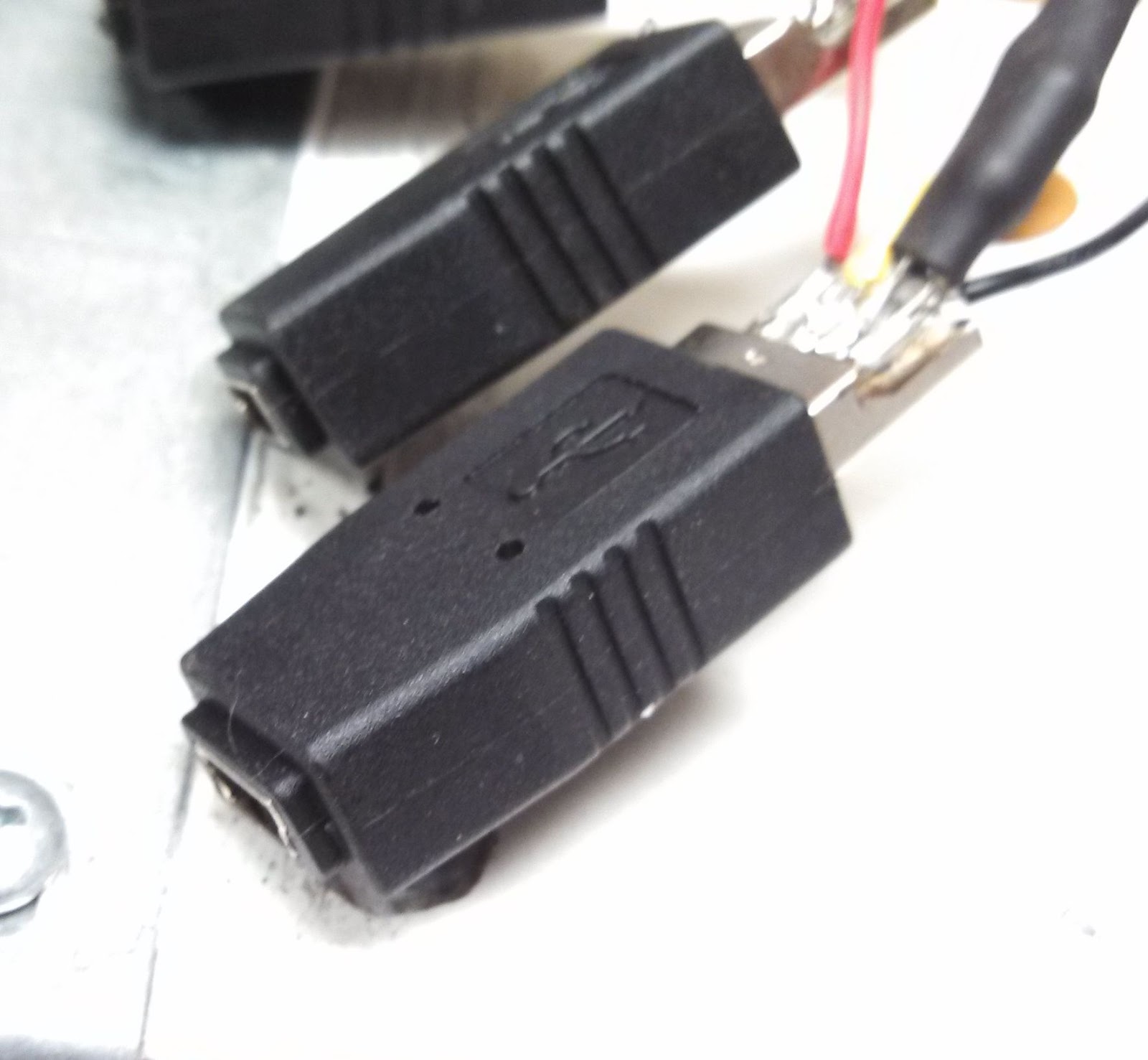 |
| Mini B USB adapters. |

Adapters wired to the Arduino.
I used a 3.5mm stereo headphone jack for the tachometer interface. If I get around to repackaging the Arduino I'll change it to another interface since the 3.5mm jack will short power to ground as the connector is inserted or removed, so you need to power down the Arduino before doing so. It's not a show stopper, but it is annoying. I've hot glued the connector so it can't accidentally pull out while in use. A 10K pull down resistor needed to be added to the tach sensor input.
I bought a small project box from Radio Shack, and aside from the very annoying issue with the Leonardo, the hardest part was installing everything inside the box. I machined slots in for the USB adapters to stick out through. I wedged them in there and glued them in place with epoxy. I also cut a hole for the USB cable which will provide power. To mount the Arduino I secured a thin piece of wood in the bottom of the project box, which the Arduino screwed to.
 |
| All packaged up. |
I then used Sugru to make the USB connectors look pretty, enclose the USB power cable, and provide it with strain relief. If you haven't used it before, Sugru is a really useful thing to have in your tool box. It comes in little packets and it's silicone rubber which sticks to most things and is moldable for 30 minutes after opening, and cures in 24-48 hours.
 |
| Sugru. |
 |
| The project box with Sugru added. |
After that the USB cable was hot glued into the USB jack on the Arduino, the unit was tested again, and then the top was screwed in place. Magnets were glued to the box and the box mounted on the back of the column. It draws its power form a Motorola cell phone charge.
 | |||||||
| All packed up and ready to go. |
There were issues with TouchDRO reading 20-40 times too low on the tachometer. After some time spent on the TouchDRO Google+ development forum I changed the Arduino sketch to one being developed by Ryszhard (http://www.rysium.com/rysium.docs/) and the tach immediately started working. I checked its readings against my laser tachometer and they match to within 20 RPM.
For my readout I'm using a 10" non-widescreen tablet, as I find the non-widescreen format works better for a DRO. This has been one of the best upgrades I could have possibly done and made the mill so much easier and nicer to use. I cannot recommend it enough, and I would never go back to not having one.
Mill: X Axis DRO Cover
Please read the complete article:
http://benchtopmachineshop.blogspot.com/2017/04/mill-touchdro.html
I'm using the iGaging linear scales for my DRO, and noticed my X axis would sometimes jump wildly before going back to normal. It turns out I'd gotten some tiny swarf inside the scale's body. After carefully cleaning it out, I used a 2" aluminum angle completely cover the scale. I needed to cut one side shorter so it would fit on top of the existing cover.
http://benchtopmachineshop.blogspot.com/2017/04/mill-touchdro.html
I'm using the iGaging linear scales for my DRO, and noticed my X axis would sometimes jump wildly before going back to normal. It turns out I'd gotten some tiny swarf inside the scale's body. After carefully cleaning it out, I used a 2" aluminum angle completely cover the scale. I needed to cut one side shorter so it would fit on top of the existing cover.
|
| DRO cover in place on X axis. |
Wednesday, August 9, 2017
Lathe: TouchDRO
I've wanted a DRO on my lathe for a while to deal with the back lash
and confusing dial markings. TouchDRO is the best way to go (for many reasons), but first I needed to attach digital scales to the carriage and cross slide.
The tachometer, like the mill's, uses a Hall effect sensor since they're much easier to set up than an optical sensor and are just as accurate in this application. The lathe previously had a spindle extension installed, and for the tach's magnet I drilled a hole on the extension and used JB Weld to mount a small neodymium magnet in it.
When
I do threading on the lathe I'll just back out my bit and run the lathe
in reverse to rest the carriage, so I have no need for a threading dial
and had removed it a while ago. That left a great threaded hole to
mount the scale bracket to. I suppose if you still have the threading
deal there you could always just sandwich the bracket between the apron
and dial. The bracket was easily made from 1/8" 1" aluminum angle. It's a
bit overkill and I'll probably trim it down a little more later, but
it's not really in the way as is.The screws holding the read head in
place use crazy glue as a thread locker, since Loctite will attack
plastics.
The design I ended up with places the scale below the lead screw, so it's fairly well protected from swarf. The mounting for it is quite stiff, so I only have the scale attached at one end. That was particularly helpful since I didn't want to try drilling into the lathe' body at the head since it houses the motor right there.The end of the scale was wrapped in electrical tape to electrically isolate the scale from the lathe.
The cross slide digital scale sits to the right of the cross slide. The
read head is screwed directly to the carriage and the scale's bracket is
connected slide itself. The bracket was made from a non-conducting
composite to electrically isolate the scale. The read head needed 1.5mm
machined off the cover's mating surface to lower below the height of the
cross slide. The read head is secured by two screws to insure it can't
rotate.
The design I ended up with places the scale below the lead screw, so it's fairly well protected from swarf. The mounting for it is quite stiff, so I only have the scale attached at one end. That was particularly helpful since I didn't want to try drilling into the lathe' body at the head since it houses the motor right there.The end of the scale was wrapped in electrical tape to electrically isolate the scale from the lathe.
 |
| Carriage scale in place with stock readout connected. Carriage travel at the extreme right of the bed is limited slightly. |
 |
| New iGaging scale mounted to cross slide |
 |
| Spindle extension with magnet mounted. |
The tach's sensor was mounted to the outside of the lathe's gear cover. I
considered mounting on the inside but space would have been an issue
and it works perfectly well on the outside. I covered the top of the
sensor with epoxy putty to protect it and keep any swarf from shorting
it. If you look closely you can see I've bent the sensor itself up and
away from the spindle to provide a better orientation to the magnet. The
sensor's USB cable is run down the back of the lathe to the Arduino's
case.
 |
| Hall effect sensor mounted on gear cover. |
Unlike the mill's Arduino, I constructed this one using a prototype
board. It's much cleaner and easier and I highly recommend it, even
though it added $8 to the build. I used standard USB A connectors for
the scales' interface since both connectors and cables are much easier
to find. This forced me to change the cables on both scales, but that
didn't cost much. The tachometer's plug is also USB to avoid the issue I
had using a 3.5mm headphone jack for the tach on the mill. Everything
was mounted in an old Dell laptop power supply brick's case I had on
hand. Neodymium magnets were glued to the case's top for mounting on the
back of the lathe.
I'm
using a Motorola RAZR phone as the Android device running the TouchDRO
application. Since the lathe only has four readouts (X,Z, diameter, and
tach) the phone is adequate. It's currently mounted with magnets to the
top of the headstock using a bracket I fabricated.
 |
| All done. |
Like with the mill, setting up a TouchDRO system has made the lathe a lot easier and nicer to use, and I would hate to ever be without it.
Friday, May 26, 2017
Rolle's Dad's Method
Rolle's Dad's Method (RDM) is a brilliant way to accurately measure the alignment of a spindle to the bed/column, and is extremely useful for aligning the head on the mini mill (with the column removed from the base) and the headstock on the mini lathe. It's great because it takes run-out completely out of the equation and only measures the alignment. However, I haven't found a description which I felt practically explained the method to me, and therefore it took me a little while to figure out what it meant. Here's how I do it:
1. Chuck as straight and smooth of a rod in the spindle as you can. Using RDM the smoothness and straightness of the rod doesn't actually matter, but it does make doing the measurements easier.
2. On a lathe mount a DTI on the carriage so it can indicate the rod. On a mini mill I'll move the head to the bottom of the column and then mount the DTI on the column right below the head so it can indicate the rod. You check the X and Y alignment separately, determined by whether you're indicating the side or the top of the rod.
3. You want to indicate two parts of the rod as far apart as possible. On the lathe this means indicating it with the carriage at the chuck, and then as far to the tailstock as possible. On the mini mill it means indicating with the head all the way down and then all the way up. Generally I can get about 7-8" of separation. I'll mark the two points with a Sharpie so I can easily hit the same spots.
4. With the DTI at the head, I turn the spindle by hand and observe the DTI dial, and adjust the dial so the needle is traveling the exact same amount above and below zero; I call this "average zero".
5. Then, without touching the dial, I go to the opposite end of the rod. With the lathe this means moving carriage and with the mini mill the head.
6. Again, I turn the spindle by hand and observe the DTI. The needle will usually move a lot more, but that's ok. I mentally determine where the new average zero would be. The difference between the old average zero and your new average zero is how far out of the alignment you are. Again, it doesn't matter how much the needle moves, all the matters is where your average zeros are.
For example, I'm going to check the horizontal headstock alignment on my mini lathe. I chuck the rod and mount my DTI so it's indicating the side of the rod and move the carriage with the DTI on it all the way to the chuck. I turn the spindle and see the needle is moving a total of .004", and I turn the dial until the needle is traveling exactly 0.002" above zero and 0.002" below zero. I now have my average zero.
Without touching the indicator, I move the carriage to the end of the bed. I again turn the spindle by hand and observe the DTI. It's now traveling 0.004" below zero and 0.008" above zero. Mentally I calculate the new average zero is +0.002" on the dial. That means the headstock is 0.002" out of alignment with the bed. If the needle had actually traveled 0.006" below zero and 0.006" above zero it would have meant my headstock was perfectly aligned with the bed.
Remember, the key is the difference between your average zeroes.
1. Chuck as straight and smooth of a rod in the spindle as you can. Using RDM the smoothness and straightness of the rod doesn't actually matter, but it does make doing the measurements easier.
2. On a lathe mount a DTI on the carriage so it can indicate the rod. On a mini mill I'll move the head to the bottom of the column and then mount the DTI on the column right below the head so it can indicate the rod. You check the X and Y alignment separately, determined by whether you're indicating the side or the top of the rod.
3. You want to indicate two parts of the rod as far apart as possible. On the lathe this means indicating it with the carriage at the chuck, and then as far to the tailstock as possible. On the mini mill it means indicating with the head all the way down and then all the way up. Generally I can get about 7-8" of separation. I'll mark the two points with a Sharpie so I can easily hit the same spots.
4. With the DTI at the head, I turn the spindle by hand and observe the DTI dial, and adjust the dial so the needle is traveling the exact same amount above and below zero; I call this "average zero".
5. Then, without touching the dial, I go to the opposite end of the rod. With the lathe this means moving carriage and with the mini mill the head.
6. Again, I turn the spindle by hand and observe the DTI. The needle will usually move a lot more, but that's ok. I mentally determine where the new average zero would be. The difference between the old average zero and your new average zero is how far out of the alignment you are. Again, it doesn't matter how much the needle moves, all the matters is where your average zeros are.
For example, I'm going to check the horizontal headstock alignment on my mini lathe. I chuck the rod and mount my DTI so it's indicating the side of the rod and move the carriage with the DTI on it all the way to the chuck. I turn the spindle and see the needle is moving a total of .004", and I turn the dial until the needle is traveling exactly 0.002" above zero and 0.002" below zero. I now have my average zero.
 |
| Average zero set at the headstock. You can see the Sharpie on the rod marking where I measured. |
 |
| The needle at average zero at the far end of the bed. It's reading +0.002", so my headstock is 0.002" out of alignment with the bed. |
Sunday, April 2, 2017
Lathe: Power Cable
I really dislike how the power cable goes through the motor cover and lathe bed to get to the control box. It means whenever I want to remove the motor cover I also need to remove the control box to disconnect the power cable. It makes much more sense to me to simply connect the power cable directly to the control box.
With the chip tray removed there was plenty of room to route the power cable under the lathe and to the bottom of the control box. I drilled a 1/2" hole and made a bracket out of aluminum which was riveted into place. The old cable hold down bracket was then used to bolt the cable to it.
 |
| Power cable in place and bolted to the control box. |
With the chip tray removed there was plenty of room to route the power cable under the lathe and to the bottom of the control box. I drilled a 1/2" hole and made a bracket out of aluminum which was riveted into place. The old cable hold down bracket was then used to bolt the cable to it.
Lathe: Chip Tray
I hate the chip guard on my lathe. It's not shallow enough, and the chuck can easily grab the chips and throw them around. I've ended up with chips in my hair too many times because of it. So I removed it. The motor cover has vent holes on its end, so I formed a piece of aluminum to cover it and deflect chips.
While I was at it I also removed the chip tray. It serves absolutely no propose and just made things harder to clean up. It was fairly easy to remove the tray and reinstall the legs themselves.
It hasn't been any harder to clean up, and it definitely makes it easier to work with and to clean up afterward. The only downside is I'm still looking for a good place to put the DRO control box.
 |
| Aluminum chip deflector riveted in place. |
 |
| Both chip guard and chip tray removed. |
It hasn't been any harder to clean up, and it definitely makes it easier to work with and to clean up afterward. The only downside is I'm still looking for a good place to put the DRO control box.
Monday, March 20, 2017
Lathe: QCTP Rotation
 |
| Tool post in rotated position. |
Saturday, March 18, 2017
Lathe: Gear Reduction Pulleys
I realized I never used the high speed on my mini lathe, and I really needed a lower speed on there than what I had for parting and knurling. In addition, the mini lathe belt is a proprietary part which I'm not a fan of.
There are a lot of sellers on eBay selling ratio reduction pulleys for the mini lathe. They'll drop the low speed to 700 RPM and high speed to 1800 RPM with an increase in torque and lower low speed.
I bought the cheapest one I could find expecting it to need modification to be usable, and it did. I needed to turn the large pulley down to 10mm wide to fit. I then needed to cut a keyway in the motor pulley. However, once I was done they fit nicely and use a standard xl (163xl037) belt which is easily available on Amazon.
In low speed it's now usable down to about 150 RPM which is a really nice change from before, and should really help parting and knurling. I may eventually experiment with the ratio and go up a tooth on the motor.
There are a lot of sellers on eBay selling ratio reduction pulleys for the mini lathe. They'll drop the low speed to 700 RPM and high speed to 1800 RPM with an increase in torque and lower low speed.
I bought the cheapest one I could find expecting it to need modification to be usable, and it did. I needed to turn the large pulley down to 10mm wide to fit. I then needed to cut a keyway in the motor pulley. However, once I was done they fit nicely and use a standard xl (163xl037) belt which is easily available on Amazon.
 |
| Pulleys and belt in place. |
In low speed it's now usable down to about 150 RPM which is a really nice change from before, and should really help parting and knurling. I may eventually experiment with the ratio and go up a tooth on the motor.
Wednesday, March 8, 2017
PWM Control Notes
Peak Voltage:
The KB PWM control I use produces a peak voltage of 160VDC which is very rapidly switched on and off to produce a lower average voltage. I was worried about the 110VDC motor being hit with 160VDC, but after research I found if the frequency is high enough, then it doesn't really matter (assuming the peak voltage isn't absurdly high).
The things which kill a motor are overloaded bearings, bearing run too fast, brush arcing, and damage from overheating. None of those is really a result of voltage, and a high frequency PWM drive will actually allow the motor to run cooler while producing more torque.
Adjusting Max Voltage:
The high frequency a PWM motor control outputs to the motor can leave a digital multimeter confused or inaccurate if you're trying to measure the max volts, while I've found using an analog multimeter will respond accurately to the PWM output.
If you have a digital multimeter which can read duty cycle and you know the peak voltage (160VDC in case of the KBWS using 115VAC), you can multiply the duty cycle by the peak voltage to get the average voltage, which is what the motor should see.
To set the max volts to 110VDC for the mini lathe and mini mill's motors I first used a analog multimeter to set the max output to 110VDC. Then to double check I calculated the motor RPMs from the spindle RPMs since I knew the gear ratio; the lathe has a 5000 RPM motor while the mill has a 6000 RPM motor.
The KB PWM control I use produces a peak voltage of 160VDC which is very rapidly switched on and off to produce a lower average voltage. I was worried about the 110VDC motor being hit with 160VDC, but after research I found if the frequency is high enough, then it doesn't really matter (assuming the peak voltage isn't absurdly high).
"As long as the PWM frequency is fast enough, it's average voltage is what counts. No, the average PWM voltage should not exceed the motor's rated voltage, at least not for long. This is no different that applying a DC voltage to the motor.
Using a high voltage supply and then less than 100% PWM to compensate is a perfectly legitimate way to run a motor, again, as long as the PWM frequency is fast enough. In effect you are creating a switching power supply that converts the high voltage to the lower one used to drive the motor. It may not look that way because the induction of the motor windings are a integral part of this power supply."
- Olin Lathrop
The things which kill a motor are overloaded bearings, bearing run too fast, brush arcing, and damage from overheating. None of those is really a result of voltage, and a high frequency PWM drive will actually allow the motor to run cooler while producing more torque.
Adjusting Max Voltage:
The high frequency a PWM motor control outputs to the motor can leave a digital multimeter confused or inaccurate if you're trying to measure the max volts, while I've found using an analog multimeter will respond accurately to the PWM output.
If you have a digital multimeter which can read duty cycle and you know the peak voltage (160VDC in case of the KBWS using 115VAC), you can multiply the duty cycle by the peak voltage to get the average voltage, which is what the motor should see.
To set the max volts to 110VDC for the mini lathe and mini mill's motors I first used a analog multimeter to set the max output to 110VDC. Then to double check I calculated the motor RPMs from the spindle RPMs since I knew the gear ratio; the lathe has a 5000 RPM motor while the mill has a 6000 RPM motor.
Tuesday, February 28, 2017
Lathe: Headstock Bolt Torque
The mini lathe's headstock is a very poor design. Tightening it to the bed puts a lot of force on the channel in the headstock's bottom which mates to the bed's prism, and the outer side of the channel is not well supported. Even worse, a square relief was cut in the channel which concentrates the stress at the corners of the relief. Ultimately, if you tighten the headstock down tight, you run a good chance of cracking it.
After some research by Grizzly, a recommended torque of 96-144 inch pounds is recommended for the bolts, and I would stay toward the bottom end of that. I torque them to 102 inch pounds, or 8.5 foot pounds.
After some research by Grizzly, a recommended torque of 96-144 inch pounds is recommended for the bolts, and I would stay toward the bottom end of that. I torque them to 102 inch pounds, or 8.5 foot pounds.
 |
| Crack originating from inside corner. |
Bearing Preload
Bearing preload is critical for machine tool spindles since it keeps the spindle rigid, especially under load. It's the amount of compressive force placed on the bearings at rest, and is usually expressed in pounds force or newtons force. For example, my mill spindle has approximately 100 pounds of preload.
High end machine tools use angular contact (AC) bearings which are ground such that, when clamped together back to back, automatically provide the required amount of preload. Unfortunately, the design of our mini lathes and mini mills makes setting the preload extremely difficult since setting it via the spindle nut is very imprecise, and you're also fitting the press fit of the bearing on the spindle.
Now that I've replaced my spindle bearings quite a few times, I've found several different ways to check the bearing preload. In practice I'll usually end up using all of them as double checks.
1. Calculate the torque required for the desired clamping force. I use the this http://www.engineersedge.com/calculators/torque_calc.htm online calculator. The problems with using torque is you need to account for the addition force necessary to move the bearing's inner race on the spindle and the amount of torque needed can change while tightening the nut.
2. Check the breakaway torque, meaning the amount of force required to make the spindle start to turn. This can be fairly easily calculated using a thin feeler gauge, a strong magnet, and an scale. You fix the end of the shim to the spindle using the magnet, measure the diameter of the spindle in inches where it's attached, hook the scale to the shim, wrap the shim around the spindle as far as it'll go, and then pull on the scale and see how much force in pounds is required to start turning the spindle. If you multiply that by the radius you get the breakaway torque in in/lbs. For example, I measure at the lock rings, which have a radius of 0.815". My breakaway force measured at 1.25lbs. Therefore, the breakaway torque was 1.02 in/lbs. For a mini lathe or mini mill using AC bearings, about 1 in/lbs is good, and I'd estimate a range of 0.6-1.5 in/lbs being acceptable. If you're using tapered roller bearings, then a breakaway of a little under 10 in/lbs is good (which also illustrates the much higher friction inherent in tapered roller bearings).
Since grease can effect the breakaway torque I'll turn the spindle in the opposite direction I'm going to measure and then turn it back just slightly and then measure. I've found this technique creates a "dead spot" in the grease and almost completely eliminates its friction. This is especially useful if I'm using sealed bearings.
3. Bearing temperature run at top speed won't tell you if the preload is correct, but it can tell you if it's too high. Run the spindle at the top speed you'll be using and measure the temperature on the head directly next to the bearing (I've found it's only a couple degrees cooler there than directly on the bearing's outer race). If the temperature stabilizes below 60 degrees Celsius then it's ok.
Another method which I haven't tried yet, is using the power consumption of the motor to estimate the preload on the bearing. Since power consumption will go up with preload, you can increase the preload until you start to see the power consumption start to rise.
If you're setting preload on tapered roller bearings, then you want to make sure you snug down the spindle nut and then turn the spindle at least 10 times to insure the rollers properly seat in the racers. Otherwise, the preload will drop significantly, if not completely, as the rollers seat.Then you need to measure the axial end play of the spindle. To get the best measurement, shove the spindle in one direction while rotating it, and then shove it in the other direction while rotating it, and be sure to measure at the same spot on the chuck/spindle every time to account for tolerances. You want to keep adding preload until the end play just reaches 0. If you tighten it any more at that point friction and heat will rapidly rise.
High end machine tools use angular contact (AC) bearings which are ground such that, when clamped together back to back, automatically provide the required amount of preload. Unfortunately, the design of our mini lathes and mini mills makes setting the preload extremely difficult since setting it via the spindle nut is very imprecise, and you're also fitting the press fit of the bearing on the spindle.
Now that I've replaced my spindle bearings quite a few times, I've found several different ways to check the bearing preload. In practice I'll usually end up using all of them as double checks.
1. Calculate the torque required for the desired clamping force. I use the this http://www.engineersedge.com/calculators/torque_calc.htm online calculator. The problems with using torque is you need to account for the addition force necessary to move the bearing's inner race on the spindle and the amount of torque needed can change while tightening the nut.
2. Check the breakaway torque, meaning the amount of force required to make the spindle start to turn. This can be fairly easily calculated using a thin feeler gauge, a strong magnet, and an scale. You fix the end of the shim to the spindle using the magnet, measure the diameter of the spindle in inches where it's attached, hook the scale to the shim, wrap the shim around the spindle as far as it'll go, and then pull on the scale and see how much force in pounds is required to start turning the spindle. If you multiply that by the radius you get the breakaway torque in in/lbs. For example, I measure at the lock rings, which have a radius of 0.815". My breakaway force measured at 1.25lbs. Therefore, the breakaway torque was 1.02 in/lbs. For a mini lathe or mini mill using AC bearings, about 1 in/lbs is good, and I'd estimate a range of 0.6-1.5 in/lbs being acceptable. If you're using tapered roller bearings, then a breakaway of a little under 10 in/lbs is good (which also illustrates the much higher friction inherent in tapered roller bearings).
Since grease can effect the breakaway torque I'll turn the spindle in the opposite direction I'm going to measure and then turn it back just slightly and then measure. I've found this technique creates a "dead spot" in the grease and almost completely eliminates its friction. This is especially useful if I'm using sealed bearings.
 | |||||
| Shim in place, wrapped around the spindle, and just starting to pull with the scale. |
3. Bearing temperature run at top speed won't tell you if the preload is correct, but it can tell you if it's too high. Run the spindle at the top speed you'll be using and measure the temperature on the head directly next to the bearing (I've found it's only a couple degrees cooler there than directly on the bearing's outer race). If the temperature stabilizes below 60 degrees Celsius then it's ok.
Another method which I haven't tried yet, is using the power consumption of the motor to estimate the preload on the bearing. Since power consumption will go up with preload, you can increase the preload until you start to see the power consumption start to rise.
If you're setting preload on tapered roller bearings, then you want to make sure you snug down the spindle nut and then turn the spindle at least 10 times to insure the rollers properly seat in the racers. Otherwise, the preload will drop significantly, if not completely, as the rollers seat.Then you need to measure the axial end play of the spindle. To get the best measurement, shove the spindle in one direction while rotating it, and then shove it in the other direction while rotating it, and be sure to measure at the same spot on the chuck/spindle every time to account for tolerances. You want to keep adding preload until the end play just reaches 0. If you tighten it any more at that point friction and heat will rapidly rise.
Lathe: Speed Control
NOTE: If you're not comfortable working with electrical components and AC power, then do NOT attempt this modification. Touching the wrong thing can potentially kill you.
Apparently most of the newer 7x12 mini lathes are now coming with a KBIC-240D speed controller stock. Unfortunately, mine was not one of them. While the power of my lathe is adequate, I wouldn't mind a little more torque, especially at low RPMs.
The lathe came stock with a PWM controller, and for the same reasons as with my mill, I decided to stick with a PWM controller for the lathe upgrade. Since installing the KBWS-25D in the mill went so well, I decided to do the same thing with the lathe. I eventually picked up a well used KBWS-25D on eBay for a great price. While the mill has a 350W motor, the lathe only has a 250W motor, so I installed a 9849 HP resistor on the KBWS.
NOTE: The older version of the KBWS-25D come with a very tall capacitor, while the newer versions come with a shorter one. The shorter one definitely makes mounting easier, especially on the mill.
 |
| My eBay find. |
The tall capacitor kept me from simply installing it in the control box, so I marked out the KBWS chassis on the exterior of the box and cut it out with a Dremel and some files. Then I used UHWM strips to space the KBWS out a little more and clean up the hole. The KBWS then slides in from the outside of the control box, and is bolted into place. If I was using a SCR controller from KB (like the KBIC or KBLC) then I could have just bolted it directly into the control box since they lack the tall capacitor of the KBWS. A hole was cut in the clear plastic protective sheet to provide clearance for the capacitor and the armature fuse holder was mounted to the side of the box.
 |
| Cuts and holes marked. |
 |
| Hole cut and drilled. It's not clean since I did it with my Dremel and the spacers will clean it up nicely. |
 |
| Bolted in place along with the spacers. |
 |
| Plastic cover and fuse holder mounted. |
Like in my mill, my lathe's wires are numbered which made things easier, though different lathe's might have different numbers or no numbers at all. For me, wire 1 (AC hot) went to L1, wire 2 (AC neutral) went to L2, wire 3 (motor +) went to A+, and wire 4 (motor -) went to A-. The potentiometer wires are in reverse order so P1 goes to P3, P2 to P2, and P3 to P1. I removed any extra wires I wasn't using to keep things clean.
 |
| Labeled connections on the KBWS. |
Since the mill doesn't come with a pre-installed run/off switch like the mill, I needed to add one to allow me to set a speed and then turn the spindle on and off independently. A mini toggle switch from Amazon worked nicely, and fit in the existing hole above the direction switch, and connected to the inhibit connectors on the KBWS.
The IR trim pot controls how much compensating voltage is given to the motor to maintain RPM, so I goosed it upward a little.
Like with the mill, I really like this mod. The board is more reliable, gives me much more control and adjustability, and allows me to set an RPM and then turn the spindle on and off. Considering if you bide your time you can find these boards for not too much, I think it's a great upgrade and definitely helps with the usability of the lathe.
Friday, February 10, 2017
Lathe: Spindle Upgrade
NOTE: This turned out to be, by far, the most difficult upgrade I've done yet. A lot of issues came up and a lot of things went wrong. I ultimately ended up destroying eight bearings and a countershaft before I found the correct procedure, and this article only describes that final, correct procedure.
I've wanted to upgrade the bearings in my lathe for a while. Deep groove ball bearings aren't ideal for a lathe since they can't handle much preload, and preload is necessary for a rigid spindle.
A popular upgrade for the mini lathe are tapered roller bearings (TRBs), with people often using cheap car axle bearings. The problem is those axle bearings have a max runout of 0.001" which is pretty bad. You can buy higher TRBs (minimum grade C or P5) but they're not easy to find and can be quite expensive. Additionally, TRBs are very sensitive to preload, and have a very small window of acceptable preload. Finally, TRBs are 1.5mm deeper than the stock bearings, which requires some modifications of the lathe.
However, I decided to go with angular contact ball bearings (ACs) like I did in my mill (http://benchtopmachineshop.blogspot.com/2015/05/mill-angular-contact-bearings.html). Unlike deep groove ball bearings, ACs are able to take both axial and radial loads. ABEC-3 precision 7206 ACs (roughly equal to TRB class C or P5) are fairly readily and cheaply available. I usually buy SKF ones at about $25 each. They're also the same dimensions as the stock bearings, which make it a direct swap. ACs are much more tolerant of a wide range of preloads, which makes setting the preload much easier and more forgiving than with TRBs. While ACs are less rigid than TRBs, for a machine as small as a mini lathe it shouldn't matter at all.
On a related note, you may have seen instruction for installing ACs on the mini lathe on other sites. The problem with those instructions is they have you pressing in the bearing through the rolling elements. In other words, you're applying pressure to the inside race in order to press the outside race into its bore. You should never do this. The manufacturers will always tell you not to press the bearing through the rolling elements because, while the bearings can handle high dynamic loads, the high static load from pressing can damage both the races and the balls themselves, greatly reducing the life of the bearing.
Since I was already pulling the spindle out, and on the mini mill and mini lathe the spindle cannot be removed without damaging the bearings, I decided now would be a good time to upgrade to a 4" diameter spindle as well. The new spindle will allow me to run 4" chucks without an adapter plate and give me a larger spindle bore. I've run into capacity problems with both in the past, so it will be very welcome. You can buy the spindle directly from http://www.amadeal.co.uk or you can buy it slightly cheaper through their eBay store if you're in the USA.
Since the spindle is coming out it's a good time to upgrade the spindle gear from plastic to metal (available at http://www.arceurotrade.co.uk) since if it broke the spindle would need to be removed which would destroy the bearings. The countershaft gear will remain plastic to act as a mechanical "fuse" and to also keep the gear noise down.The countershaft needs to come out to replace the spindle gears, so it's a good time to upgrade the countershaft bearings and change the chuck side countershaft bearing from shielded to sealed since it's exposed to a lot of contamination.
The new spindle bearings are open, so I need to prevent contamination. New bearing covers were made from aluminum to house standard oil seals; the chuck side is 48x58x7mm and the gear side is 40x55x5mm. Since I'm using grease lubrication without a pressure differential the garter springs were removed from the seals to reduce friction. The bolt holes were marked using grub screws in the head and Dykem on the covers. A tight seal wasn't needed for the inside face of the bearings, so I fabricated two 42x62mm shims from 0.004" spring steel to fit between the bearing and its seat. If you don't want to use separate seals, you can use the SKF sealed AC bearings like I used in my mill, but they're significantly more expensive.
The new spindle's bearing seats diameters were large enough to make the bearings a very tight press fit, which would make setting the preload quite difficult. It was chucked in the lathe and I carefully sanded the bearing seats until they were a mild press fit, the back bearing more so than the front bearing.
The spacer at the back of the lathe that goes between the rear bearing and the lock nuts is made from Delrin, which is not a suitable material for the oil seal to run on. However, that area isn't really prone to contamination, so the oil seal doesn't need to actually seal against the spacer. So, I made a spacer from aluminum just slightly smaller than the ID of the oil seal. It ended up being 31.5mm long with an OD of 38.7mm. I could have just modified the Delrin seal, but it was easier to just make a new one. Because the new spindle dimensions are slightly different from old one, the spacer had to be relieved on the bearing side for clearance.
I also purchased two new spindle nuts and iteratively faced their sides to get them as close to square and parallel as I could. They'll help insure the new bearings are preloaded as evenly as possible. Again, because the new spindle dimensions are slightly different from old one, the lock nut which tightens against the gear had to be relieved on one side for clearance.
Finally, the spindle spacer that goes between the big gear and the bearings needs to be metal instead of plastic, since it's used to pull the spindle up through the bearing, so it was remade in steel using the left over spindle spacer from my mini mill's belt drive upgrade.
I pulled the headstock off, put it in the vise, and hammered out of the old spindle with a rubber mallet. The spindle pulled the chuck side bearing out with it. The back bearing was knocked out with a punch and hammer. The countershaft snap rings were removed and the shaft tapped out of the bearings, and the countershaft bearings themselves tapped out of the headstock.
There are four threaded holes on the headstock for grounding wires. Since I wanted a way to apply more grease to the gears without removing the headstock, I drilled out the two center holes to 1/4" and countersunk the outside of them. This gives me enough room to apply grease to the gears with a syringe.
I've already fabricated a bearing press for my mill, and the mill and lathe use the same bearings. Since I can't press a bearing through the rolling element, the order in which they're installed is very important, and made it up grade fairly tricky. I also made sure to lightly oil both the spindle bearing seat and bearing bore.
First I pressed the bearing (thick side of inner race facing out) into the chuck side of the headstock. Then the bearing cover with the oil seal installed was greased and placed over the spindle, and the back of the spindle inserted through the bearing. Then, the metal spindle spacer and the large gear were placed on the spindle. Finally, the spindle was drawn up through the bearing using my bearing press and a piece of PVC as a spacer. and then the spindle was drawn up through the bearing, being sure to only place force on the bearing's inner race.
Once in place, I slipped the end of the key through the large gear, and then tapped it down into the gear, and then into the spindle using a punch. I made sure to properly support the spindle so the bearing wasn't taking any of the hammering. Then I placed the gear spacer, small gear, and plastic spacer on the spindle.
I noticed the final spacer didn't seem to give enough clearance between the small gear and where the inner race of the bearing was going to be, so I sanded down the plastic spacer until it was only 7.1mm thick.
The next part was a little tricky. I had to press the back bearing in, but I had to make sure the press was working against the headstock and not the spindle, since that would apply force through the bearing I just installed. Using some spare washers and bolts, I braced the spindle's mounting flange against the headstock's body, this way any force would be directed into the headstock and not the bearing. AC bearings have play in the inner ring before being preloaded, and I made sure the spindle flange was as far away from the headstock as that play allowed. This is critical to accurately preloading the bearing later. Once the bracing was in place I dropped the shim in place and pressed the bearing in. Note, I designed my press to push contact both the inner and outer race of the bearing. I greased up both bearings and oil seals, and screwed the bearing covers into place.
Quick note on grease. After doing a LOT of research, I found that Kluber NBU 15 grease is awesome for spindle bearings. However, for a low speed, relatively low precision spindle like my mini lathe's the grease isn't all that critical. So instead of spending the money on Kluber, I used Bel-Ray Waterproof Grease since I already had it on hand and think rather highly of it.
Here I ran into a problem. The countershaft is a tight press fit on both bearings, which is unnecessary and makes installing it needlessly difficult. I sanded down the chuck side of the countershaft until it was a slip fit in the bearing (I ruined one countershaft by sanding it too much). I pressed the back side bearing onto the countershaft, and then installed it in the headstock. I lubed the headstock gears with the same Bel-Ray grease used for the bearings since it's plastic safe and pretty tenacious.
When tightening down the nut to preload the bearing, I need to account for two things: first the amount of force it takes to slide the bearing on the spindle, and the amount of torque it takes to place the proper preload on the bearings. To find the force needed to slide the bearing on the spindle I tightened the lock nut down by hand, took my torque wrench with my lock nut adapter, and kept slowly increasing the torque until the nut started to turn. In my case it was 105 in/lbs. That's higher than I would prefer, and if I change the bearings again I'll reduce the spindle's rear bearing seat a little more.
Knowing I wanted about 125 pounds of preload, using the calculator at http://www.engineersedge.com/calculators/torque_calc.htm gave me about 23 in/lbs torque for that clamping force (when using a nut to preload bearings, clamping force is the same as preload force).
Adding the two values together gave me 128 in/lbs, which is what I tightened the lock nut to, and then made witness marks so I could re-tighten it to the exact same spot if I needed to remove it. Then I installed the second lock nut, snugging it against the first one, but not overly tight. It's only needed to prevent movement.
As you may have noticed, when you tighten the lock nut, you are transmitting force through the rolling element of the front bearing. Unfortunately, I haven't found a way to avoid it in this case. If the rear bearing is a slip fit, then the spindle can turn inside the inner race and caused galling. Therefore I try and make the press fit as light as possible, to make the force transmitted through the rolling element as little as possible. Since 7206 bearings can take a heavy preload of over 220 pounds and have a static load rating of approximately 3,200 pounds, hopefully this doesn't reduce their lifespan all that much.
To check if I got the preload right, I measured the breakaway torque, meaning the amount of force required to make the spindle start to turn. This can be fairly easily calculated using a thin feeler gauge, a strong magnet, and an scale. You fix the end of the shim to the spindle using the magnet, measure the diameter of the spindle in inches where it's attached, hook the scale to the shim, wrap the shim around the spindle as far as it'll go, and then pull on the scale and see how much force in pounds is required to start turning the spindle. If you multiply that by the radius you get the breakaway torque in in/lbs. For example, I measure at the lock rings, which have a radius of 0.815". My breakaway force measured at 1.25lbs. Therefore, the breakaway torque was 1.02 in/lbs. For a mini lathe or mini mill using AC bearings, about 1 in/lbs is good, and I'd estimate a range of 0.6-1.5 in/lbs being acceptable.
Since grease can effect the breakaway torque I'll turn the spindle in the opposite direction I'm going to measure and then turn it back just slightly and then measure. I've found this technique creates a "dead spot" in the grease and almost completely eliminates its friction.
I ran in the new bearings starting at 750 rpm until the temperature was stable for 10 minutes, and then increased rpm by 250 and repeated, until I hit the max speed of the lathe. The temperature was monitored on the top of right next to the front bearing using a IR thermometer which I pressed against the headstock. If the temperature stays under 60* C then the preload is fine. On mine the temperature barely even reached 45* C.
Even when properly preloaded, I had 0.0005" of lateral play with light-moderate pressure at the end of the spindle. Regardless of the amount of preload that play remained, therefore I believe it's inherent in the design of AC bearings. However, I'm not overly worried about it, as it's only going to reduce my cut depth by about 0.00025", which should be fairly easy to account for.
I've wanted to upgrade the bearings in my lathe for a while. Deep groove ball bearings aren't ideal for a lathe since they can't handle much preload, and preload is necessary for a rigid spindle.
A popular upgrade for the mini lathe are tapered roller bearings (TRBs), with people often using cheap car axle bearings. The problem is those axle bearings have a max runout of 0.001" which is pretty bad. You can buy higher TRBs (minimum grade C or P5) but they're not easy to find and can be quite expensive. Additionally, TRBs are very sensitive to preload, and have a very small window of acceptable preload. Finally, TRBs are 1.5mm deeper than the stock bearings, which requires some modifications of the lathe.
 |
| Tapered roller bearing cutaway. |
However, I decided to go with angular contact ball bearings (ACs) like I did in my mill (http://benchtopmachineshop.blogspot.com/2015/05/mill-angular-contact-bearings.html). Unlike deep groove ball bearings, ACs are able to take both axial and radial loads. ABEC-3 precision 7206 ACs (roughly equal to TRB class C or P5) are fairly readily and cheaply available. I usually buy SKF ones at about $25 each. They're also the same dimensions as the stock bearings, which make it a direct swap. ACs are much more tolerant of a wide range of preloads, which makes setting the preload much easier and more forgiving than with TRBs. While ACs are less rigid than TRBs, for a machine as small as a mini lathe it shouldn't matter at all.
 |
| Angular contact ball bearing cutaway. |
On a related note, you may have seen instruction for installing ACs on the mini lathe on other sites. The problem with those instructions is they have you pressing in the bearing through the rolling elements. In other words, you're applying pressure to the inside race in order to press the outside race into its bore. You should never do this. The manufacturers will always tell you not to press the bearing through the rolling elements because, while the bearings can handle high dynamic loads, the high static load from pressing can damage both the races and the balls themselves, greatly reducing the life of the bearing.
Since I was already pulling the spindle out, and on the mini mill and mini lathe the spindle cannot be removed without damaging the bearings, I decided now would be a good time to upgrade to a 4" diameter spindle as well. The new spindle will allow me to run 4" chucks without an adapter plate and give me a larger spindle bore. I've run into capacity problems with both in the past, so it will be very welcome. You can buy the spindle directly from http://www.amadeal.co.uk or you can buy it slightly cheaper through their eBay store if you're in the USA.
Since the spindle is coming out it's a good time to upgrade the spindle gear from plastic to metal (available at http://www.arceurotrade.co.uk) since if it broke the spindle would need to be removed which would destroy the bearings. The countershaft gear will remain plastic to act as a mechanical "fuse" and to also keep the gear noise down.The countershaft needs to come out to replace the spindle gears, so it's a good time to upgrade the countershaft bearings and change the chuck side countershaft bearing from shielded to sealed since it's exposed to a lot of contamination.
The new spindle bearings are open, so I need to prevent contamination. New bearing covers were made from aluminum to house standard oil seals; the chuck side is 48x58x7mm and the gear side is 40x55x5mm. Since I'm using grease lubrication without a pressure differential the garter springs were removed from the seals to reduce friction. The bolt holes were marked using grub screws in the head and Dykem on the covers. A tight seal wasn't needed for the inside face of the bearings, so I fabricated two 42x62mm shims from 0.004" spring steel to fit between the bearing and its seat. If you don't want to use separate seals, you can use the SKF sealed AC bearings like I used in my mill, but they're significantly more expensive.
 |
| Bearing covers marked for the bolt holes. Only two are used for the lathe. |
 |
| Dykem (mostly) removed and oil seals installed. |
| Spring steel shim. |
The new spindle's bearing seats diameters were large enough to make the bearings a very tight press fit, which would make setting the preload quite difficult. It was chucked in the lathe and I carefully sanded the bearing seats until they were a mild press fit, the back bearing more so than the front bearing.
The spacer at the back of the lathe that goes between the rear bearing and the lock nuts is made from Delrin, which is not a suitable material for the oil seal to run on. However, that area isn't really prone to contamination, so the oil seal doesn't need to actually seal against the spacer. So, I made a spacer from aluminum just slightly smaller than the ID of the oil seal. It ended up being 31.5mm long with an OD of 38.7mm. I could have just modified the Delrin seal, but it was easier to just make a new one. Because the new spindle dimensions are slightly different from old one, the spacer had to be relieved on the bearing side for clearance.
| Aluminum spindle spacer with relief. |
I also purchased two new spindle nuts and iteratively faced their sides to get them as close to square and parallel as I could. They'll help insure the new bearings are preloaded as evenly as possible. Again, because the new spindle dimensions are slightly different from old one, the lock nut which tightens against the gear had to be relieved on one side for clearance.
| Lock nut faced and relieved. |
Finally, the spindle spacer that goes between the big gear and the bearings needs to be metal instead of plastic, since it's used to pull the spindle up through the bearing, so it was remade in steel using the left over spindle spacer from my mini mill's belt drive upgrade.
| Stock plastic spacer on left and new metal spacer on right. |
I pulled the headstock off, put it in the vise, and hammered out of the old spindle with a rubber mallet. The spindle pulled the chuck side bearing out with it. The back bearing was knocked out with a punch and hammer. The countershaft snap rings were removed and the shaft tapped out of the bearings, and the countershaft bearings themselves tapped out of the headstock.
There are four threaded holes on the headstock for grounding wires. Since I wanted a way to apply more grease to the gears without removing the headstock, I drilled out the two center holes to 1/4" and countersunk the outside of them. This gives me enough room to apply grease to the gears with a syringe.
 |
| Headstock in vise about to have the spindle removed. |
I've already fabricated a bearing press for my mill, and the mill and lathe use the same bearings. Since I can't press a bearing through the rolling element, the order in which they're installed is very important, and made it up grade fairly tricky. I also made sure to lightly oil both the spindle bearing seat and bearing bore.
 |
| Bearing press with the mill's old spindle and bearing. |
 |
| Pressing bearing into headstock. |
 |
| Just starting the draw the spindle up through the bearing. You can see the new oil seal installed . |
 |
| Spindle being drawn up through the bearing. Note the large gear in place. |
 |
| Gear in place on spindle. The key hasn't been installed yet. |
Once in place, I slipped the end of the key through the large gear, and then tapped it down into the gear, and then into the spindle using a punch. I made sure to properly support the spindle so the bearing wasn't taking any of the hammering. Then I placed the gear spacer, small gear, and plastic spacer on the spindle.
I noticed the final spacer didn't seem to give enough clearance between the small gear and where the inner race of the bearing was going to be, so I sanded down the plastic spacer until it was only 7.1mm thick.
The next part was a little tricky. I had to press the back bearing in, but I had to make sure the press was working against the headstock and not the spindle, since that would apply force through the bearing I just installed. Using some spare washers and bolts, I braced the spindle's mounting flange against the headstock's body, this way any force would be directed into the headstock and not the bearing. AC bearings have play in the inner ring before being preloaded, and I made sure the spindle flange was as far away from the headstock as that play allowed. This is critical to accurately preloading the bearing later. Once the bracing was in place I dropped the shim in place and pressed the bearing in. Note, I designed my press to push contact both the inner and outer race of the bearing. I greased up both bearings and oil seals, and screwed the bearing covers into place.
 |
| Spindle braced against headstock. |
 |
| Pressing the back bearing into place. |
Quick note on grease. After doing a LOT of research, I found that Kluber NBU 15 grease is awesome for spindle bearings. However, for a low speed, relatively low precision spindle like my mini lathe's the grease isn't all that critical. So instead of spending the money on Kluber, I used Bel-Ray Waterproof Grease since I already had it on hand and think rather highly of it.
Here I ran into a problem. The countershaft is a tight press fit on both bearings, which is unnecessary and makes installing it needlessly difficult. I sanded down the chuck side of the countershaft until it was a slip fit in the bearing (I ruined one countershaft by sanding it too much). I pressed the back side bearing onto the countershaft, and then installed it in the headstock. I lubed the headstock gears with the same Bel-Ray grease used for the bearings since it's plastic safe and pretty tenacious.
When tightening down the nut to preload the bearing, I need to account for two things: first the amount of force it takes to slide the bearing on the spindle, and the amount of torque it takes to place the proper preload on the bearings. To find the force needed to slide the bearing on the spindle I tightened the lock nut down by hand, took my torque wrench with my lock nut adapter, and kept slowly increasing the torque until the nut started to turn. In my case it was 105 in/lbs. That's higher than I would prefer, and if I change the bearings again I'll reduce the spindle's rear bearing seat a little more.
 |
| 32mm socket ground down with an angle grinder to fit the spindle lock nut. |
Knowing I wanted about 125 pounds of preload, using the calculator at http://www.engineersedge.com/calculators/torque_calc.htm gave me about 23 in/lbs torque for that clamping force (when using a nut to preload bearings, clamping force is the same as preload force).
Adding the two values together gave me 128 in/lbs, which is what I tightened the lock nut to, and then made witness marks so I could re-tighten it to the exact same spot if I needed to remove it. Then I installed the second lock nut, snugging it against the first one, but not overly tight. It's only needed to prevent movement.
As you may have noticed, when you tighten the lock nut, you are transmitting force through the rolling element of the front bearing. Unfortunately, I haven't found a way to avoid it in this case. If the rear bearing is a slip fit, then the spindle can turn inside the inner race and caused galling. Therefore I try and make the press fit as light as possible, to make the force transmitted through the rolling element as little as possible. Since 7206 bearings can take a heavy preload of over 220 pounds and have a static load rating of approximately 3,200 pounds, hopefully this doesn't reduce their lifespan all that much.
 |
| Front of headstock, ready to go. |
 |
| Back of headstock with the spindle extension attached. |
To check if I got the preload right, I measured the breakaway torque, meaning the amount of force required to make the spindle start to turn. This can be fairly easily calculated using a thin feeler gauge, a strong magnet, and an scale. You fix the end of the shim to the spindle using the magnet, measure the diameter of the spindle in inches where it's attached, hook the scale to the shim, wrap the shim around the spindle as far as it'll go, and then pull on the scale and see how much force in pounds is required to start turning the spindle. If you multiply that by the radius you get the breakaway torque in in/lbs. For example, I measure at the lock rings, which have a radius of 0.815". My breakaway force measured at 1.25lbs. Therefore, the breakaway torque was 1.02 in/lbs. For a mini lathe or mini mill using AC bearings, about 1 in/lbs is good, and I'd estimate a range of 0.6-1.5 in/lbs being acceptable.
Since grease can effect the breakaway torque I'll turn the spindle in the opposite direction I'm going to measure and then turn it back just slightly and then measure. I've found this technique creates a "dead spot" in the grease and almost completely eliminates its friction.
| |||||
| Shim in place, wrapped around the spindle, and just starting to pull with the scale. |
Even when properly preloaded, I had 0.0005" of lateral play with light-moderate pressure at the end of the spindle. Regardless of the amount of preload that play remained, therefore I believe it's inherent in the design of AC bearings. However, I'm not overly worried about it, as it's only going to reduce my cut depth by about 0.00025", which should be fairly easy to account for.
Subscribe to:
Posts (Atom)